国产不锈钢火箭背后,是关乎航天航空发动机的“工艺攻坚”
【导语】 无论火箭或飞行器,决定任务成败的关键其实是发动机性能。而决定发动机性能的上限则是其核心零部件(如喷管、涡轮叶盘)。这些航天航空零件需要在极端高温、高压和高速旋转的工况下,以近乎“变态”的可靠性和一致性工作。
从杭州首个不锈钢火箭超级工厂的开工,到酒泉亚轨道飞行器的成功回收,可重复使用技术的突破,正在将每公斤发射成本拉入2万元以下的新时代。然而,无论火箭或飞行器,决定任务成败的关键其实是发动机性能。而决定发动机性能的上限则是其核心零部件(如喷管、涡轮叶盘)。这些航天航空零件需要在极端高温、高压和高速旋转的工况下,以近乎“变态”的可靠性和一致性工作。

SpaceX 火箭发动机演进,图源/网络
面对精密零件加工的难题,单一技术的突破早已不够,需要的是从装备到工具的全套解决方案。
2026年3月31日至4月3日,ITES深圳工业展将汇聚马扎克、牧野、尼得科、安田、罗德斯、发那科、三菱电机、克林伯格、津上、北京精雕、创世纪、科杰技术、格力智能等顶尖装备品牌原厂,以及钴领、NS、佛雷萨、佑能、BIG、MST、日立、贺立、旭斯勒、住友、不二越等高端刀具企业,展示针对难加工材料、复杂结构件的最新解决方案。
万亿市场前景航天航空零件制造是最大瓶颈
相关数据显示,2025年中国商业航天航空市场规模将突破2.8万亿元,被列为“十五五”规划战略性新兴产业,与人工智能、新能源并列为“新增长引擎”。而发动机作为核心部件,年复合增长率保持在20%以上,成为全球科技竞争与未来产业布局的核心赛道。

图源/网络
从市场结构来看,液体火箭发动机凭借可重复使用、推力调节灵活等优势,成为商业航天航空的主流选择。发动机的发动机的推力、效率与寿命,最终取决于诸如喷管、喷嘴、冷却槽内衬、涡轮泵与叶盘等零件的制造水平。
喷管
喷管需承受超过3000℃的高温燃气冲刷,需同时满足材料耐高温、结构为复杂曲面、尺寸精度微米级、表面粗糙度Ra0.8以下等多重要求,传统加工方式难以实现。
喷嘴
喷嘴负责燃料雾化与混合,其密封槽精度直接影响燃料泄漏率。发动机喷嘴分布有个上千个小孔,加工时不仅要保证孔径一致的尺寸精度和表面完整性,还要解决喷嘴导流叶片的复杂型面加工问题。

固体火箭发动机结构示意图,图源/网络
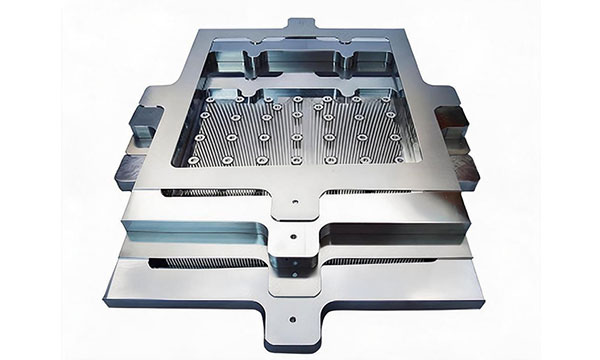
冷却槽内衬
液体火箭发动机工作时,燃烧室内温度可达数千摄氏度,冷却槽内衬需加工出密集的密肋槽结构,用于流通冷却液带走热量;不锈钢材料的切削加工易产生加工硬化,刀具磨损快,且必须保证槽壁厚度均匀,避免热变形。
涡轮泵与涡轮叶盘
涡轮泵负责将燃料和氧化剂高压输送至燃烧室,而涡轮叶盘则是涡轮泵的核心旋转部件,需在高速旋转(每分钟数万转)和高温环境下稳定工作。涡轮叶盘的传统分体式叶片与轮盘的连接方式已无法满足高转速下的强度要求,需采用整体叶盘加工技术,既要保证叶片型面的高精度,又要控制加工过程中的振动和变形,对加工设备和刀具的要求极高。

涡轮泵结构示意图,图源/空天动力与技术
聚焦以上航空级金属结构件精密制造的核心痛点,展会同期工业新智大会的“航天航空系列论坛”,将有来自中国航天科技集团、中国南方航空公司、深圳杰泰电子科技有限公司、北京精雕、派姆特、福尼斯等行业的技术专家现场解读加工方案。
高端机床登场航天航空级零件加工的“超级装备”
核心零部件的精密加工,离不开高端机床的支撑。尤其是五轴联动加工中心、高精度车铣复合机床等设备,始终是航空零件企业关注的“主角”。
奥地利WFL
展位号:7-P39
被誉为车铣复合机床天花板的WFL将原厂亮相ITES。从涡轮轴到起落架,WFL的M100、M120与M150系列车铣复合加工中心擅长加工用于加工大型航天航空零部件,如发动机组件、起落架等复杂工件。除主轴驱动系统提供超群输出扭矩外,实现对高精度、高难度零件的一次装卡全工序加工。

图源/WFL
欧通(TAJMAC-ZPS)
展位号:5-C39
欧通多主轴自动车床配备6个独立的主轴交流驱动、新型液压控制主轴鼓锁定装置以及双西门子SINUMERIK 840D solution line数控系统,适用于精密轴类、盘类零件的大批量车削、铣削、钻孔及螺纹加工。

图源/欧通
UNITED MACHINING
展位号:7-C29
UNITED MACHINING的MIKRON MILL P/U系列五轴加工中心,尤其适合发动机涡轮叶盘、喷嘴导流叶片等零件的加工。以MILL P 800 U S为例,其具备高动态高性能铣削功能,可实现±2µm/24h工艺可靠性以及超大的加工行程和灵活的主轴摆动角度,能轻松覆盖大型涡轮叶盘的加工范围。

MILL P 800 U S,图源/UNITED MACHINING
特种刀具赋能攻克难加工材料
航天航空发动机核心零件采用的钛合金、高温合金等材料,强度极高、耐高温,但却会令刀具急剧磨损,直接推高加工成本、拖累效率。要稳定攻克这些材料,离不开特种刀具。ITES深圳工业展汇集全球顶尖品牌,为您呈现经过验证的高效刀具解决方案:
德国钴领(GUHRING)
展位号:7-Z02
钴领的MicroDiver系列铣刀,专为航天航空领域的复杂精密零件加工设计,尤其擅长解决钛合金等难加工材料的散热难题。钛合金的导热系数极低,加工过程中产生的热量难以散发,容易导致刀尖温度过高,加剧刀具磨损,甚至影响零件加工精度。

图源/网络
针对这一痛点,MicroDiver系列铣刀采用独特的GUHROJET内冷设计,冷却液可直接喷射至切削区域,实现精准冷却与润滑,有效降低刀尖温度。同时,刀具搭配HIPIMS PERROX涂层,不仅提升了刀具的耐磨性和润滑性,还能在高速加工中减少振动,保证加工稳定性。
佛雷萨(FRESA)
展位号:7-D35
佛雷萨的E-Cut短刃铣刀,在不锈钢、工具钢等材料的加工中表现亮眼,尤其适配发动机喷管、涡轮叶片等零件的加工。对于抗拉强度在850到1500 N/mm²之间的不锈钢材料,E-Cut短刃铣刀无需耗时返工,就能保证优异的表面质量。

图源/刀具
BIG大昭和
展位号:7-A05
面对涡喷发动机等异形零件的加工要求,BIG大昭和的细长型液压刀柄,本体纤细,具有较好的避干涉能力,且跳动精度在1μm以下的高精度,一只扳手即可实现装卸。此外,其还可以解决诸如热缩刀柄在拆装刀时需要高温加热的操作安全风险,以及重复加热后,刀柄精度的下降风险和内径积碳拆刀困难风险等。

佛雷萨的E-Cut短刃铣刀,在不锈钢、工具钢等材料的加工中表现亮眼,尤其适配发动机喷管、涡轮叶片等零件的加工。对于抗拉强度在850到1500 N/mm²之间的不锈钢材料,E-Cut短刃铣刀无需耗时返工,就能保证优异的表面质量。
设计—制造—检测带你击穿全流程工艺方案
2026 ITES深圳工业展现场,不仅有高端装备方案展示,更有系列论坛:针对航天航空领域发动机、复材等核心部件的深度修理与性能升级,航空制造“设计-制造-检测”全流程,增材、精密成形与特种焊接如何协同等核心痛点,30位讲者将带来具体技术应用案例分享。
版权声明:ITES深圳工业展倡导尊重与保护知识产权,对有明确来源的文章内容注明出处。如发现本网站内容存在版权或其它问题,请联系我们沟通处理。
联系方式: jiangwanting@iteschina.com
相关新闻
-1782720436963.png)
-1698134847696.jpg?x-oss-process=style/watermark)
