2026 线上展厅
年份:
- 2026
- 2025
- 2024
地区分类:
- 全部
- 中国大陆
- 中国台湾
- 中国香港
- 德国
- 日本
- 美国
- 韩国
- 意大利
- 瑞士
- 瑞典
应用行业:
展馆划分:

5-L01
广东创世纪智能装备集团股份有限公司
主营产品:
十大主营产品:钻铣加工中心、立式加工中心、型材加工中心、龙门加工中心、立式五轴加工中心、高速加工中心 、高速卧式加工中心、高精度数控立式车(铣)床、高精度数控卧式车(铣)床、五轴联动铣车复合加工中心
应用行业: 新能源技术,CNC/钣金/冲压/压铸等加工,模具设计与制造,汽车、摩托车整车及零部件制造

台群精机T-500A钻铣加工中心
1、T-500A钻铣加工中心,X、Y、Z三轴丝杆全部采用精密滚珠丝杆,三轴导轨采用精密直线导轨;三轴采用绝对值式伺服电机,通过进口高性能数控系统分析并补偿坐标的位置实现机床高精度。 2、主轴采用精密级主轴,通过直联式传动结构,标配最高转速达24000rpm;铸铁均采用米汉纳铸造工艺,并进行完全热处理,消除内应力。 3、机床具有高精度、高速度及高刚性,集钻孔、攻牙、铣削等加工为一体,广泛用于3C行业,汽车零部件、小型模具加工、医疗器械等行业中的小型板零件、盘形零件、壳体类加工。

台群精机T-V856s立式加工中心
1、整机结构为定柱式,十字滑台结构。机身采用超大稳固底座,高刚性的大跨距人字形立柱,高速切削不震动不变形。 2、基础大件均采用优质树脂砂造型、高强度铸铁材料铸造而成,使机床得到高刚性和稳定的精度。 3、三轴导轨采用滚柱线轨承载,高刚性,低摩擦,低噪音。 4、C3级丝杆,带预拉结构,消除部分热延伸,丝杆轴承采用自润滑,延长轴承寿命。 5、刀库采用台群的24把伺服刀臂式刀库,液压打刀,速度快、效率高,质量可靠,性能稳定。 6、主轴采用台群BBT40高速电主轴单元,最高转速可达15000转,主轴前端采用迷宫设计,并带气幕保护功能,防止切削液进入主轴轴承。

台群精机T-V320UA五轴立式加工中心
1、整机结构为定柱式,十字滑台结构。机身采用超大稳固底座,高刚性的大跨距人字形立柱,高速切削不震动不变形。 2、基础大件均采用优质树脂砂造型、高强度铸铁材料铸造而成,使机床得到高刚性和稳定的精度。 3、三轴导轨采用滚柱线轨承载,高刚性,低摩擦,低噪音。 4、大直径C3级丝杆,带预拉结构,中空冷却配置,大幅降低传动热延伸,丝杆轴承采用自润滑,延长轴承寿命。 5、刀库采用台群的24把刀臂式刀库,质量可靠,性能稳定。 6、主轴采用台群的高速主轴单元,主轴采用BT40-12000r/min直联头,主轴前端采用迷宫设计,主轴带气幕保护功能,防止切削液进入主轴轴承。
6-C40
山东立为激光科技有限公司
主营产品:
激光、数控技术开发;普通机械设备、数控机械设备、雕刻机、切割机、刻字机、激光打标机、喷绘机、写真机、液压升降设备的开发、生产、销售;工艺品、标牌、普通机械设备零部件的加工、销售;计算机软硬件及耗材的销售;货物及技术进出口业务(国家禁止或涉及行政审批的货物和技术进出口除外)以及其他按法律、法规、国务院决定等规定未禁止和不需经营许可的项目。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
应用行业: 新能源技术,汽车、摩托车整车及零部件制造,医疗器械制造、生物科技,家电及厨卫,CNC/钣金/冲压/压铸等加工,重工(航空航天/轨道交通/工程机械/船舶等),金属及塑胶制品,工业机器人及相关配件制造/工业互联网,行业专用设备及非标自动化设备,机床工具/工业测量/3D打印设备制造

7-L46
东莞市埃弗米数控设备科技有限公司
主营产品:
五轴联动数控机床、龙门高速加工中心、滑块磨床、高速石墨加工中心以及核心零部件等
应用行业: CNC/钣金/冲压/压铸等加工

GMU-500五轴联动加工中心
X/Y/Z行程:520/880/420mm 主轴端面到工作台距离:±120/360(无穷) 工作台尺寸:400mm 最大承重:250kg X/Y/Z快速位移:48/48/36m/min 最大切削进给率:20m/min 机床尺寸:3700X2520X2750
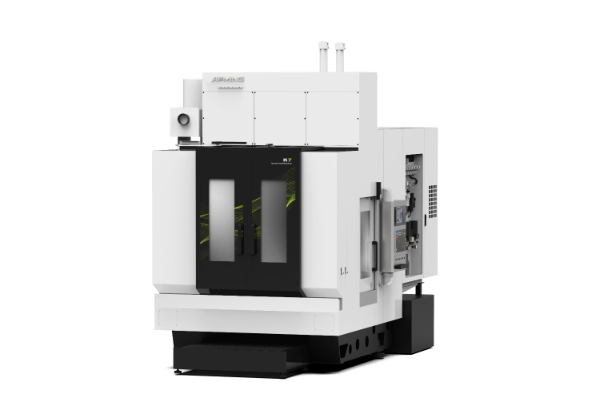
K7卧式五轴联动加工中心
1、K7为动柱式结构,配置高动态响应的驱动轻量化设计,X/Y/Z轴均为高响应滚珠丝杆传动,X轴左右进给加速度为1g,Y轴上下进给加速度为1g,Z轴滑枕进给加速度为1.5g,工件通过一次性装夹,实现多面铣削加工,大幅度缩短在制时间,特别适合于压铸铝汽车复杂零部件的多面及五轴高速、高效加工。 二、技术参数: 2、精度表现:X/Y/Z轴定位精度达0.008/0.008/0.008mm,重复定位精度达0.006/0.006/0.006mm;A/C轴定位精度12角秒,重复定位精度8角秒,满足精密零件加工要求。 3、速度表现:X/Y/Z轴快速位移达75/75/75m/min。最大切削进给率50m/min,A/B轴快进速度50/75rpm,结合高效换刀系统,大幅提升加工效率。
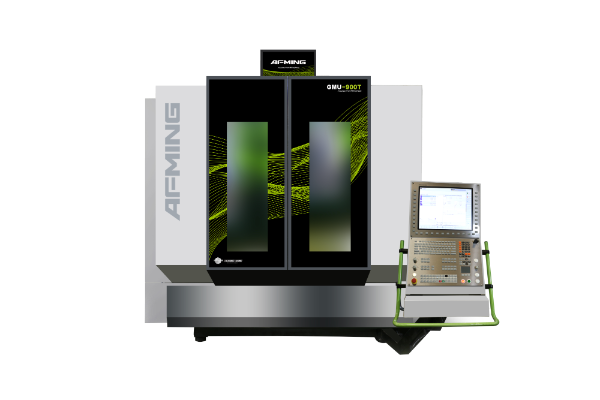
GMU-900T五轴联动加工中心
GMU-900T五轴联动铣车加工中心: 1、高刚性:搭载天车式龙门框架,合理布置筋型,确保铣削、车削复合切削时无震颤。C轴采用高扭矩车用力矩电机,确保工件在车削模式下的平稳、强力旋转。 2、高精度:A/C摇篮工作台搭配专利齿轮消隙技术,加工时无反向间隙,角度控制至0.001°。铣削为主,同步辅助车削工序的同一装夹连续加工,避免多次定位误差,精度寿命可达数年。 3、高能效:搭载15000rpm车铣复合电主轴,标配48T刀库12秒快速换刀,搭配自动排屑系统,减少非加工时间占用。 技术参数: 1、精度表现:X/Y/Z轴定位精度达0.008/0.008/0.007mm,重复定位精度:0.005/0.005/0.004mm;A/C轴定位精度8角秒,重复定位精度5角秒。 2、速度表现:X/Y/Z轴快速位移达40/40/40m/min,最大切削进给率20m/min,A/C轴快进速度20/600rpm。
5-Q39
上海拓璞数控科技股份有限公司
主营产品:
1.鲲鹏系列: 五轴车铣复合加工中心、卧式加工中心、精密立式五轴加工中心
2.幻影系列:超高速五轴龙门加工中心、超高精度五轴龙门加工中心、超大跨度五轴龙门加工中心
3.飞龙系列:卧式五轴翻板铣加工中心、卧式双五轴镜像铣削加工中心、立式双五轴镜像铣削加工中心
4.中型加工中心:立卧转换五轴加工中心、立式摇篮五轴加工中心
5.航空航天部/总装解决方案:大型搅拌摩擦焊接装备、机器人自动制孔系统、航空航天自动装配产品
应用行业: 汽车、摩托车整车及零部件制造,半导体加工/制造,医疗器械制造、生物科技,模具设计与制造,重工(航空航天/轨道交通/工程机械/船舶等),新能源及汽车零部件,医疗器械,3C及电子制造,模具及配件,金属制品
.png)
车铣复合加工中心HMT-i500
车铣复合加工中心HMT-i500是一款具有车削和铣削功能的高速高精度复合型通用加工机床。1.采用车削主轴+独立铣削主轴的复合机床结构;2.综合优化实现动态条件下稳定的加工精度和卓越的加工性能;3.可满足航空航天、机床工具、新能源汽车、光伏光热等行业复杂特征零件的高效批量生产和精加工。
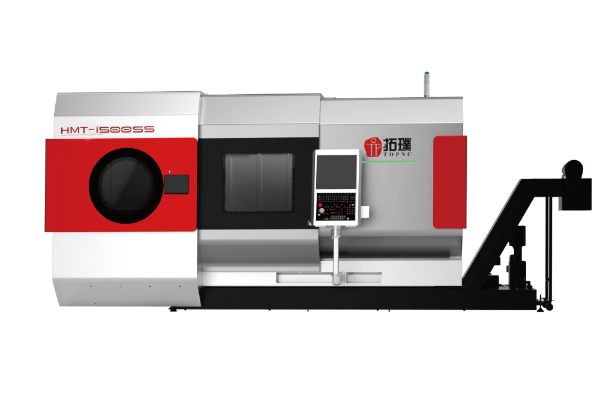
双主轴五轴车铣复合加工中心HMT-i500SS
HMT-i500SS是一款集高速、高精度于一体的卧式车铣复合通用机床。设备最大加工直径达500mm,长度1000mm,车削电主轴峰值扭矩420Nm,支持最大74mm 棒料直径,专为复杂回转类零件的高效制造而生。1.七轴五轴联动,全能加工: 采用 X/Y/Z/B/W/C/U 七轴配置,实现五轴联动。单机即可完成车、铣、镗、钻、攻丝、曲面加工及斜面钻孔等全工序,支持双主轴交换加工,应对高难度复杂任务游刃有余;2.一次装夹,六面完工: 凭借主/副主轴无缝交换技术,实现复杂六面体工件的一次装夹完整加工,彻底消除二次装夹带来的精度误差与效率损耗;3.降本增效,集约空间: 显著缩短交付周期,降低生产调度难度;在集约车间用地的同时,大幅提升单位面积产值。广泛适用于航空航天、机床工具、汽车制造、医疗器械及液压机械等高端制造领域。
7-Q39
北京迪蒙数控技术有限责任公司
主营产品:
公司先后研发、生产了ADV、ADI、A、N型等系列产品,共12个型号等多种精密数控电火花成形机床,其中等多种精密数控电火花成形机床被中国机床工具工业协会特种加工机床分会审批为“达标认定优等产品”及行业最高奖“春燕奖”。机床所有精度项目的储备量达36%~95%。
应用行业: 机床工具/工业测量/3D打印设备制造,其他

精密数控火花机OVSO:sf-4
效率:采用最新研制的HFR电路,使精加工效率大幅度提升 精度:采用最新定位控制系统设计,配以高刚性床身,使定位精度提升30%以上 系统:使用最先进的第七代智能系统,让加工使用过程更加简洁方便 电控:采用最新设计理念--局部密闭式及功能模块区域化,辅以恒温装置,最大限度解决了环境对电控设备可靠性的影响 主机:采用自动升降式液位控制,自动泄油,为智能化生产线做好准备。全新的专业化设计,使整机更加美观实用

精密数控线切割DMNC:A550
精密:X/Y轴伺服电机驱动 简单:系统上手简单 节能:高效低损电源控制 便捷:手持单元控制 智能:丰富工艺数据库

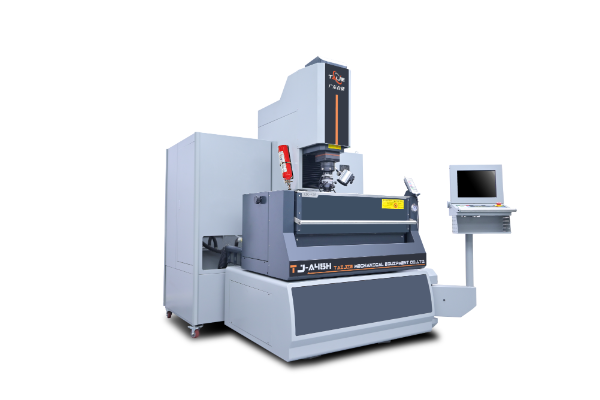
精密数控火花机OVSO:adv600
1:机床几何精度及动态精度保证在5μm以下 2:床身铸件经过3年以上时效处理 3:研磨级(C2)滚珠丝杆 4:进口超精密级(SP)直线导轨
8-R02
广东台捷机械设备有限公司
主营产品:
数控成模电火花机、数控镜面火花机、数控加工中心、
应用行业: 机床工具/工业测量/3D打印设备制造,模具设计与制造,医疗器械制造、生物科技,汽车、摩托车整车及零部件制造,电子及产品制造,行业专用设备及非标自动化设备,金属及塑胶制品


1-B24
东莞市欧特自动化技术有限公司
主营产品:
爱普生机器人-G系列、LS系列、RS系列、C系列、VT系列等
Vanguard-智能电批、手持式智能螺丝机
思谋-智能读码器、智能视觉传感器
极智嘉-无人叉车、分拣机器人、货架到人机器人、货箱到人机器人、协作拣选机器人、四向穿梭车、搬运机器人
应用行业: 工业机器人及相关配件制造/工业互联网,行业专用设备及非标自动化设备
7-R22
英纳国际贸易(大连)有限公司 / 因那智能装备(大连)有限公司
主营产品:
INNA产品从外径33mm到500mm,功率可达200千瓦,转速15万转,扭矩3000Nm。提供的电主轴广泛应用于金属、石墨、陶瓷、高分子新材料的铣削、磨削、深孔加工及机器人自动化打磨等。
应用行业: 机床工具/工业测量/3D打印设备制造,CNC/钣金/冲压/压铸等加工,半导体加工/制造

3-H52
爱合发工业传动科技(广东)有限公司
主营产品:
爱合发主营FA工业自动化设备零部件,已开发涵盖152大品类、96万+SKU的机器人及自动化零部件产品体系。主要有“自产”“优选”两大系列,涵盖同步轮、同步带、行星减速机、输送机、直线模组、中空旋转平台、直角换向器、标准齿轮、滚珠丝杠、直线导轨、联轴器、支撑座、MKK模组、手动滑台、气动标准件、铝型材及配件等。
应用行业: 新能源技术,汽车、摩托车整车及零部件制造,电子及产品制造,半导体加工/制造,医疗器械制造、生物科技,行业专用设备及非标自动化设备,工业机器人及相关配件制造/工业互联网

1-R50
江苏润泰机器人有限公司
主营产品:
行星滚柱丝杠
应用行业: 新能源技术,工业机器人及相关配件制造/工业互联网,行业专用设备及非标自动化设备,汽车、摩托车整车及零部件制造

