2026 线上展厅
年份:
- 2026
- 2025
- 2024
地区分类:
- 全部
- 中国大陆
- 中国台湾
- 中国香港
- 德国
- 日本
- 美国
- 韩国
- 意大利
- 瑞士
- 瑞典
应用行业:
展馆划分:

7-C29
优耐特高精(上海)机床有限公司
主营产品:
UNITED MACHINING旗下品牌包括AGIE CHARMILLES、CHARMILLES、MIKRON MILL、LIECHTI、STEP TEC和SYSTEM 3R。产品包括电火花机床(EDM)、高速铣加工中心和激光加工机床,以及主轴和自动化解决方案。
应用行业: 新能源技术,汽车、摩托车整车及零部件制造,电子及产品制造,医疗器械制造、生物科技,半导体加工/制造,模具设计与制造,重工(航空航天/轨道交通/工程机械/船舶等)

WPT1+ LH
创建一个基本的自动化单元,管理一台或两台机器和多种工具。管理1或2台机器:生产单元的最佳开始。3种物料架:轻型、重型和旋转式,可定制容量。大型门和滑动装载站,方便进出。用于托盘的80kg有效载荷,用于轻件的特殊夹具。卡爪和机床卡盘的气动控制。

MILL P 500 VHP
MIKRON MILL P 500 VHP(超高精密度)铣削加工中心专用于细微加工,并提供超高精密度,在长时间生产中,可保持稳定如一的高表面质量和高精度。这款加工中心的亮点还包括高稳定性和高可重复性,是众多苛刻加工应用的理想选择,包括至臻模仁、高质量汽车反光镜模具、精致燃料电池模具和医疗器械产品复杂型腔加工。在信息通信行业(ICT)和汽车行业,这款加工中心可靠性高,可充分满足这些行业对公差和超高表面质量的严苛要求。
CUT F 350
通过我们先进的CUT F线切割加工制造解决方案彻底改变生产力 — 在一个紧凑灵活的解决方案中实现无与伦比的效率和精度。使用我们易于使用的界面提升您的运营!
3-B01
上海维宏电子科技股份有限公司
主营产品:
目前,维宏数控系列产品覆盖了从数控系统、伺服驱动器、工艺软件到配件、工业物联网等各个方面,公司以业界领先的运动控制技术为起点,不断拓展业务范围。产品主要为:软硬件合一的运控控制产品,主要分为运动控制器和伺服驱动器,如维宏运动控制卡、维宏一体机数控系统、维智伺服驱动器;以及NcCloud维宏云工业互联网平台。
如今,维宏已经形成完整的面向机械制造业的智能制造整体解决方案,可提供数控系统总成、智能工厂建设和工业云服务。
应用行业: 机床工具/工业测量/3D打印设备制造

NK530M五轴控制系统
自动测量、RTCP、HPPS、倾斜面加工、3D刀补……维宏NK530M五轴数控系统多管齐下,保障高速加工和五轴联动加工中,使刀具路径和轴的运动控制精准,平顺;加工出来的工件表面质量、精度高,加工速度快,操作编程更简单,全面提升加工精度、效率、稳定性等。
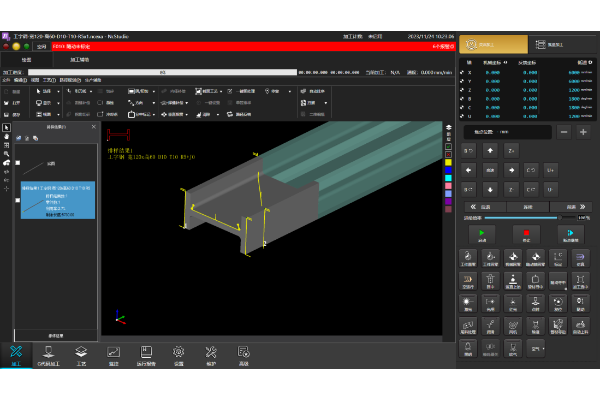
激光管切三维五轴切割系统
本产品应用于钢构领域,可切割100mm以上工字钢、槽钢、角钢,搭配平面管切系统,还可以进行厚板和标准管材切割。钢构行业传统切割方式是等离子切割,本系统通过激光切割特性加工效率高、精度高、断面效果好以及坡口切割节省后续二次开坡口工序,加工效率比等离子高三倍以上。本系统采用的柔性加减速算法、五轴RTCP算法、高精轮廓平滑、高精姿态平滑、精确随动控制、跨面空移避障、刀头及工件误差补偿等综合技术在国内处于领先,并达到国际先进水平,项目具有新颖性和应用性。
5-B58
广东标远精工科技股份有限公司
主营产品:
广东标远精工科技有限公司专注于数控高速加工中心整机及关键零组件的开发制造,主要产品有立式加工中心、高速五轴加工中心、天车式高速加工中心等。
应用行业: 汽车、摩托车整车及零部件制造,医疗器械制造、生物科技,家电及厨卫,模具设计与制造,重工(航空航天/轨道交通/工程机械/船舶等)
五轴加工中心
1.特别聘请台湾资深设计团队,针对模具高速加工的特性。对主要五大铸件进行 优化加强设计,铸件材质在业内常用标准上特别增加提升刚性,稳定性的多种 合金成分。因此整体机台具有极佳的刚性‚稳定性‚精度保持性,特别适合模具之高速加工。 2.传动方面X,Y,Z三轴除了采用大跨距之尺寸设计,同时选用承载性佳的滚柱线轨配上大直径(φ50)之C3级滚珠丝杆及前后各三只40TAC轴承之完美配置,可达极高等级之定位精度。 3.采用高刚性滚子凸轮旋转工作台,使用耳轴式支撑设计,支撑性强。

天车式加工中心
特别聘请台湾资深设计团队,针对模具高速加工的特性。设备底座采用一体式设计,具备极佳的刚性,稳定性,精度保持性,特别适合模具之高、加、减速加工。横梁、滑枕、头鞍、在底座上方运动,不因工件负荷影响加工效率及精度,可维持长期精度寿命。
立式加工中心
1.特别聘请台湾资深设计团队,针对模具高速加工的特性。对主要五大铸件进行优化加强设计,铸件材质在业内常用标准上特别增加提升刚性,稳定性的多种合金成分。因此整体机台具有极佳的刚性‚稳定性‚精度保持性,特别适合模具之高速加工。 2.除采用大跨距之尺寸设计,同时选用承载性优异的P级滚柱线轨配上中空油冷之C3级滚珠丝杆及前后各三只30TAC轴承之完美配置,可达极高等级之定位精度。 3.针对模具高速加工的需求,在原有FANUC系统AICC 2的基础上,特别选加”快速以太网板B”之功能将系统预读单节增加至1500节。配合数据服务器之运作可实现大容量细小程序段的完美加工。 4.主轴方面为满足小径刀具之高速切削所须之平衡性,主轴锥度特别选用二面拘束之HSK-63A型式配上FANUC双线圈直结电机。取得刀具绝佳之夹持性及动平衡性能,真正实现完美之高速切削性能。
8-H29
苏州三光科技股份有限公司
主营产品:
全系列电加工设备,中走丝慢走丝小孔机火花机
应用行业: 半导体加工/制造,新能源技术,汽车、摩托车整车及零部件制造,电子及产品制造,医疗器械制造、生物科技

7-G01
德国罗德斯(中国)有限公司
主营产品:
罗德斯高速加工中心、坐标磨
应用行业: CNC/钣金/冲压/压铸等加工

RXP500坐标磨
1.所有轴配备强劲无磨损直驱电机,以取得超高的精度和动态性 2.采用高速主轴、高扭矩、耐用及易维修的主轴,可选范围非常广泛。可使用小刀具,实现高光洁度3D加工。 3.主轴伸长补偿:以外部高精度传感器闻名,通过数字模型跳过预热阶段,实现主轴伸长补偿,适应高精度加工应用。 4.罗德斯的控制系统开放且稳定,运行于两台基于PC的工业计算机上,操作系统为Microsoft Windows。用户界面操作简便,易学。集成多种功能(部分已获专利),尤其在铣削和研磨应用中可实现极高性能。 5.采用罗德斯自主研发的RMS6控制系统:每句程序处理时间<0.1毫秒,预读能力>10000句,系统的插补精度<1nm,采用32 kHz驱动控制频率并结合优化刀具路径规划,可最多缩短20%加工时间,同时保持表面质量与精度不变。 6.罗德斯完美的机床设计可用于:石墨、铜、铝及高硬钢、陶瓷、石英玻璃、硬质合金等材料的加工。

RPT600DSH五轴加工中心
国内首次展出,突破性的恒温工艺!基于多年来的技术沉淀和创新突破,开发出了RPT系列机器:更高的精度、更好的表面质量和更短的加工时间,显著提高了模具制造和零件加工的生产性能。 1. 创新恒温技术:首次采用完整PRECITEMP®技术,即便在温度波动的情况下也能保持高精度。 2. NANOTOL®导轨概念:采用大规格、高精度的导轨,刚性加强,精度更持久,尤其在高表面要求的情况下,提供了显著的优势,可实现顶面平面度与侧面直线度小于1μm。 3. 旋转轴轴承温度控制:对旋转轴的扭矩电机进行恒温冷却,并可选配对轴承和工作台的水冷恒温,显著减少高速运转时的尺寸偏差。 4. 机内测量系统:具备几何稳定性,允许在机床内直接进行工件质量控制,配备机床几何精度控制程序,省去了单独测量室进行质量控制的步骤。 5. 高动态性能:拥有强劲电机和坚固结构,能够实现高动态加工,如快速冲程磨削,提高钻孔和粗加工的动态性能,缩短加工时间。 6.多种配置可选:RPT 600DSH机型可选配两种不同旋转摆动单元,最大可选装主轴规格HSK A63,可选配成集铣、磨、测量于一体,全面兼容各类润滑介质。
8-F56
深圳力合精密装备科技有限公司
主营产品:
力合精密的核心产品主要涵盖:1)提供全系列高精度坐标测量机产品,适用于多行业产品的精密计量检测;2)提供高定位精度的测头测座、高速高稳定性的多轴运动控制器、简便易学的几何量测量软件等坐标测量机核心部组件产品,替代进口,实现经济性和功能性的完美结合;3)全方面为客户提供先进的检测技术方案及非标定制化方案。
应用行业: 航天航空,机加工/精密零件制造,新能源及汽车零部件,三坐标,测座,机床工具/工业测量/3D打印设备制造
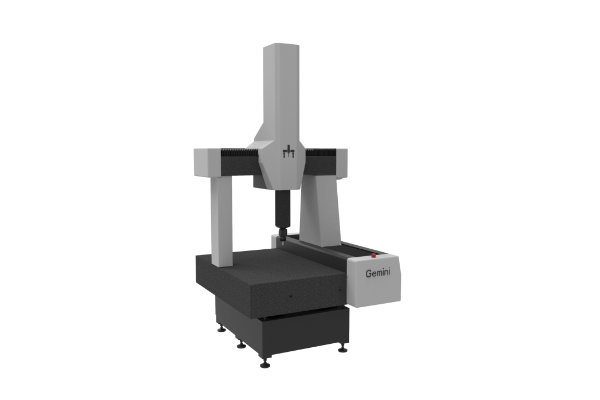
Gemini系列 高精度坐标测量机
高精度坐标测量机可轻松应对精密五金、模具、数码3C等行业的测量挑战,精度高达0.9μm,高刚性四面环抱气浮导轨设计保证了最优的动态性能,是高效测量与精密测量的完美结合。

Polaris-C系列 经典型坐标测量机
Polaris-C系列经典型坐标测量机采用经典移动桥式结构,高刚性四面环抱气浮导轨设计保证最优的动态性能。同时进行优化减重处理,在保证整机结构刚性的同时,可实现高速度精准测量。

MACC系列高精度三坐标控制器
MACC系列是驱动控制一体化集成的高速高精密控制系统,适用于多种类型三坐标测量机。内置高性能DSP运动控制器和电机驱动器,集成触发/扫描式测头信号接口和分度式测座接口。整机结构紧凑,连接线缆少,可实现高速、高精度运动控制,并保证精确的测量结果。
7-A52
上海贺立国际贸易有限公司东莞分公司

4-C47
佛山市燕秀模具配件有限公司
主营产品:
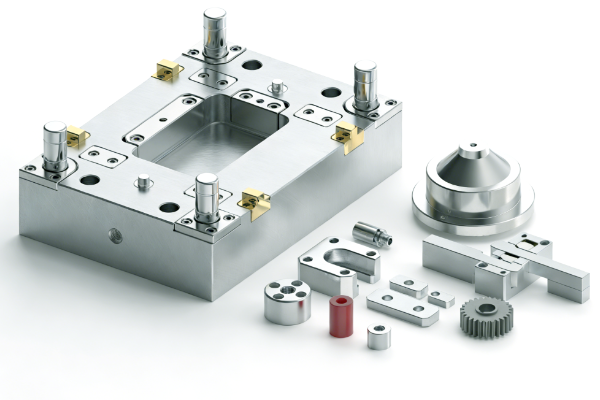
提供塑胶模具配件及模胚全加工的一站式服务,以标准化理念推动非标转标准,帮助客户有效降低成本、缩短交期,全面提升模具整体竞争力。
应用行业: 模具设计与制造,汽车、摩托车整车及零部件制造,家电及厨卫,金属及塑胶制品
5-T52
广西玉柴模具装备有限公司
主营产品:
致力于装备制造、模具制造、3D快制及工装制造四大业务领域,为用户提供新品阶段3D快速制造试样、量产阶段模具、工装夹具、数控加工装备及自动化产线的全流程解决方案
应用行业: 机床工具/工业测量/3D打印设备制造

U400五轴加⼯中⼼
1、采用自研高强度铸件,保障加工刚性与精度稳定性。 2、适配自动化加工工装及产线,可便捷接入并助力自动化产线构建。 3、支持刀具寿命管理,有效降低产品不良率,提升产出效率。

YC-2216龙门加工中心
1、采用自研高强度铸件及进口 / 台湾丝杆线轨,保障加工刚性、精度与稳定性。 2、适配自动化加工工装及产线,可快速接入并助力自动化产线搭建。 3、支持刀具寿命管理,有效降低产品不良率,提升产出效率。 4、可根据客户需求加装侧铣头与探头,实现单次装夹五面加工,进一步提升加工效率。

YC-856立式加工中心
1、采用玉柴高强度铸件,保证机床加工过程的刚性及精度稳定性。 2、可适配自动化加工工装,实现便捷高效加工,加工定位精度可达 0.003mm。 3、能与自动化产线配合,快速接入产线并助力自动化产线构建。 4、可实现刀具寿命管理,降低产品不良率,提升产出效率。
4-Z01
江西模界荣耀科技平台有限公司
主营产品:
模具制造,模具销售,绘图、计算及测量仪器制造,绘图、计算及测量仪器销售,机械设备研发,智能基础制造装备制造,智能基础制造装备销售,机械设备销售,金属材料制造,金属材料销售,金属表面处理及热处理加工,金属工具销售,劳动保护用品销售,销售代理,软件开发,业务培训(不含教育培训、职业技能培训等需取得许可的培训),非居住房地产租赁,住房租赁,物业管理,普通货物仓储服务(不含危险化学品等需许可审批的项目),机械设备租赁,采购代理服务,通用设备修理,工业设计服务,工业互联网数据服务,货物进出口,技术进出口
应用行业: 汽车、摩托车整车及零部件制造

共享设计中心
汇聚精英团队300余人(规划1000人),自主研发“智一”设计软件,大幅提升设计效率,精准响应平台企业的复杂设计需求。

共享制造中心
秉持“零件分类、专业加工”理念,规划65条自动化线体,已投产480台高端设备及24条自动化产线,实现高效量产。

江西模界荣耀平台
平台组建六大共享平台为模具企业提供服务 汽车车身制造研究院,提供研发技术服务 共享设计中心提供专业的设计外包服务 共享制造中心提供高质量、短周期、低成本的制造服务 共享装配中心提供高品质、短周期、专业化装配服务 共享冲床中心提供22台大型冲床试模资源,保障试模需求。 共享检测中心规划26台检测设备,满足各种类型检测需求。 产业配套平台集聚标准件、加工、钢材、铸件等供应商,全流程闭环。 构建了覆盖模具打样、专业包装到高效出货的全流程微配套体系,并配备智慧物业、智慧食堂及星级宿舍等完善的后勤服务,为产业发展提供全面保障。
